

如何通过解决技术问题来进行专利创新点挖掘?
为应对市场竞争、提高经济效益,企业特别是中小企业都会持续对日常工作中存在的技术问题进行改进。在日积月累的改进过程,技术极有可能发生突变与飞跃,这些突变与飞跃就是我们要寻找的创新点。此专利的挖掘以解决技术问题为导向,研究解决问题的各类技术方案,并辅以专利信息检索,筛除已公开的现有技术,余下的就是我们要挖掘的创新点。其工作流程一般如下图所示。
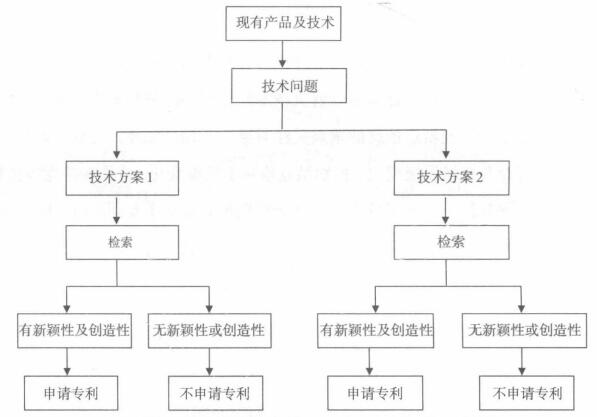
以解决技术问题为导向的创新点挖掘工作流程
案例:一种筒形组合砂轮及其加工方法
案例设置目的:理解以解决技术问题为导向的创新点挖掘。
案例背景:作为重要磨具之一的简形砂轮,广泛应用于金属、玻璃、陶瓷、磁性材料、晶体等材料的磨削加工。筒形砂轮一般由基体及磨轮环组成,其生产工序有三种,其一是先加工基体,然后通过热压的方式将含有磨料、结合剂及添加剂的混合粉料压制烧结在基体上,形成产品;其二是先分别机械加工基体,热压或冷压烧结制成磨轮环,然后通过粘接、焊接的方式将基体及磨轮环联为一体形成产品;其三是一种不太常用的方法,专利ZL94247095。8公开了一种螺栓紧固式筒形砂轮,磨轮环一边的端面内设有螺母,螺母通过与法兰盘螺纹旋接而将筒形砂轮紧固在法兰盘上,形成最终产品。

第一步:发现现有技术中存在的问题。
对于加工精度要求高,特别是对加工时横向跳动要求小于0。1mm的筒形砂轮,必须对砂轮进行后修整,以保证基体装配螺纹或装配孔与磨轮环的同心度。现有的常规工艺是,以基体上的装配孔或装配螺纹为基准,通过磨削的方式对筒形砂轮进行后修整。因为筒形砂轮磨轮环所带磨料硬度与修整砂轮的磨料硬度相近,甚至比修整砂轮的磨料硬度还要硬,故修整砂轮消耗较快并且修整速度过慢。
第二步:分析解决问题的关键技术。
加快后修整速度的方法有两种。其一,可采用电火花进行后修整;其二,可以磨轮环为基准进行后修整。
第三步:检索,排除现有技术。
通过检索得知:电火花进行后修整,磨轮环表层磨料烧蚀严重,缩短了砂轮的使用寿命,且已有文献报道,作为现有技术排除;以磨轮环为基准进行后修整,无同类现有技术,可申请专利。
第四步:根据技术改进点提炼创新点。
简形砂轮由基体及刀头组合而,将先期生产的磨轮环通过粘接或焊接附着至刀杆顶端,或刀杆与磨轮环粉料一次热压成型,使砂轮环附着在刀杆顶端,形成刀头。以磨轮环为基准,加工刀杆外圆直径及刀杆底部的螺纹至规定尺寸,形成修整完工的刀头。将加工至完工尺寸的基体与修整完工的刀头通过螺纹连接的方式,形成简形组合砂轮。
第五步:形成包含创新点的具体技术方案。
螺距相同,旋转方向相反,相互匹配的一组内、外螺纹中的各一个。基体、刀头可通过螺纹紧密配合并联成一体。刀头由底端带有螺纹的刀杆及附着在刀杆顶端的磨轮环组成。其加工过程如下:
(1)分别加工基体及刀什,共十至P中ma1加一云定干尺寸;留有外圆直径0.1 ~ 5mm的正公差外,其他部位加工至完工尺寸;
(2)将先期生产的磨轮环通过粘接或焊接附着至刀杆顶端,或刀杆与磨轮环粉料一次热压成型,使砂轮环附着在刀杆顶端,形成刀头;
(3)采用磨削或电加工的方式,以磨轮环内孔或外圆的几何中心为基准对磨轮环内孔或外圆进行修整;
(4)以修整好的磨轮环的内孔或外圆为基准,通过磨削或电加工对没有修整的外圆或内孔进行修整,形成修整完工的磨轮环;
(5)以修整完工的磨轮环的内孔或外圆为基准,加工刀杆外圆直径及刀杆底部的螺纹至规定尺寸,形成修整完工的刀头;
(6)将加工至完工尺寸的基体与修整完工的刀头通过螺纹连接的方式,形成筒形组合砂轮。
第六步:形成技术交底材料或自行申请专利。
2011年以《—种简形组合砂轮及及其加工方法》为名申请发明专利并获授权,以此技术产生的筒形组合砂轮2015年被认定为云南省重点新产品。
上一篇:专利发明创造的种类有哪些?